Comment fabriquer sa culasse par Claudet
Notre
ami Claudet n'est pas du genre à se laisser embéter, si les pièces
manquent et bien il les fabrique. Voici comment il a fabriqué ce
cylindre et la culasse, sur un bas moteur de BSA B31.
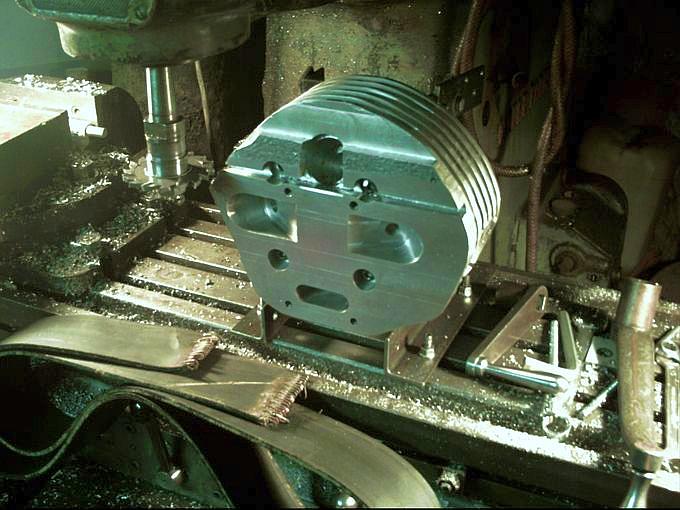
Au départ, un bloc d'aluminium.


Les ailettes ont été taillées sur le tour avec un outil à tronçonner
Le gros trou percé et alésé sur le tour aussi
La partie inférieure , logement poussoirs , embase etc avec la fraiseuse
Ensuite l'ensemble a été calé sur la table de la fraiseuse avec un
petit angle d'inclinaison pour percer les 2 trous qui allaient recevoir
les tunnels des tiges de culbus , d'ailleurs pour ça c'est Nabs qui a
prété le foret de 22 !(les 2 tiges n'étant pas paralelles, elles se
rapprochent l'une de l'autre en haut)
Déterminer l'angle n'a pas été du gateau , il faut bien l'avouer !


A la culasse maintenant
Acte 1 suite
Un seau de copeaux plus tard la bête est déjà un peu moins lourde !

Acte 1 scene 2
"Chaudronage" d'un montage qui va me permettre de monter la chose sur la table de la fraiseuse avec un angle de 33°
Pourquoi 33° me direz vous ?
Parce que c'est ce qui est écrit sur le Gold Star book concernant les Gold Star alors que les B31 sont à 75/2=37°30

Michel67 "Salut Claudet
Je n'ai que le catalogue de Wassel sous les yeux comme info sur la taille des soupapes de Goldies, ça vaut ce que ça vaut.
J'ai 2 dimensions en référence GStar mais sans précision sur 350 ou 500. En comparant aux B31 et B33, la B32 doit avoir:
Head diameter: 1.531", Stem diameter: 0.3485" Stem length: 4.100"
La B34:
Head diameter: 1.850", Stem diameter: 0.3100" Stem length: 4.185"
Pour info: B33 diamètre soupape: 1.600" ou 1.660", diamètre queue:
0.3490" ou 0.3730", longueur queue: 3.825" ou 3.820" respectivement
et B31 diamètre soupape: 1.530" ou 1.468", diamètre queue: 0.3110" ou
0.3480", longueur queue: 3.830" ou 3.828" respectivement"
Merci Michel , 1.85 qu'il fait le B34 , ça nous fait 47mm ?
et la soupape de B50 du Théo de Lyon elle fait à peine 45 et ça marche déjà bien un B50 !
Je crois que je vais rester sur la soupape de 46 que j'ai là , ça fera la moyenne !
Il est possible d' éloigner la soupape du bord tout en gardant l'angle
de 33°(angle mini imposé par les culbus) en approfondissant la coupole
de la chambre de combustion mais je n'en ai pas envie pour ne pas
perdre sur le taux de compression !
Le piston ce sera un B50 en + 0.20 !
Et puis faudrait pas qu'il y ait trop de chevaux sinon je vais pété le vilo !
Bon , j'ai fini par rentrer dedans !
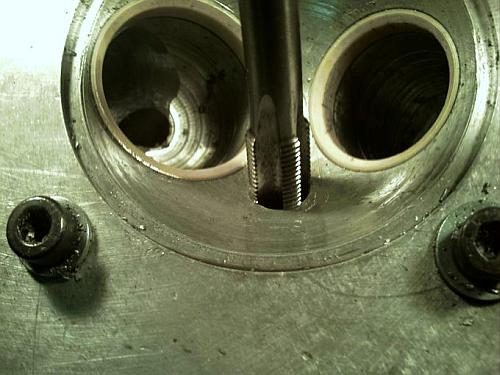
D'abord trou de 12 traversant (pour le guide , il sera alésé ensuite)
Ensuite , grosse artillerie , foret de 36 , ça rentre bien , vibre pas
, je suis content de la rigidité de mon montage , j'avais des doutes !
Ceci
est une tête à aléser que j'ai révisé l'hiver dernier et transformé en
cône morse puisqu'elle etait en cône ISO , et aujourd hui j'ai fait
connaissance avec l'engin , la manip de ce bidule est une premiere pour
moi !
Et déja ça va pas du fait de l'inclinaison de la
culasse l'outil est trop court ( ça s'appele un "grain" il parait !)
Alors , j'ai fais une ralonge et du coup j'ai monté un "grain" plus petit !

Vu de plus près apres 2 passes, ça se comporte pas trop mal , peut etre
encore soigner l'affutage et essayer d'augmenter la vitesse en
diminuant l'avance pour un meilleur état de surface...?

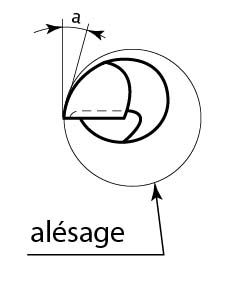
Serge "Il faut affuter l'outil comme indiqué sur mon blog
quand à la position de l'outil avec le corps rond, il faut le
positionner dans de tel sorte que la dépouille de l'outil soit bien
positionnée avec la face de la pièce, comme ci-contre"
Tu
peux lubrifier avec du gaz oil, à défaut d'autre chose, pour l'alu
c'est qui était utilisé dans ma jeunesse, mais aujourd'hui il y a des
produits mieux adaptés mais plus cher.
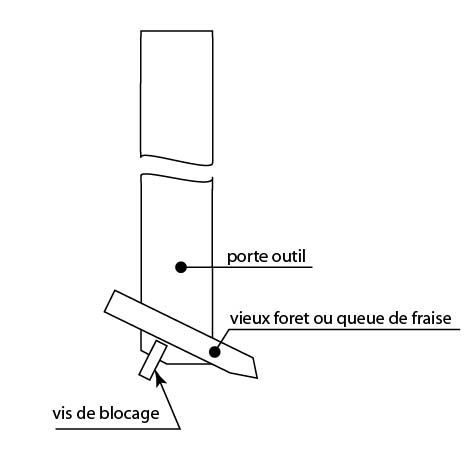
Tu peux faire des outils avec de vieux foret à centrer ou avec des queues de fraises cassées.
|
 |
Pour
utiliser les vieux forets à centrer ou queues de fraises, il faut se
faire un porte outil en acier étiré par exemple, et affûter l'outil en
fonction de l'usinage à réaliser, tout en respectant les angles
d'affûtage de base.
Bon courage |
 |
Aujourd'hui je me suis mis à fouiner de partout pour trouver des vieux
bouts et en fouinant sur quoi je tombe ? Hein ? sur quoi
?...
On vous l'a pourtant dit et répété , rangez bondiou , c'est pas possible de bosser dans un foutoir pareil ! 
...2 outils tout neufs ! Plus gros tous les deux ! 
Mais en queue de 10 , pas grave j'ai refait une rallonge avec trou de 10 !
Le résultat est nickel ! 
Un bidule comme ça Serge, je crois bien que j'ai quelque chose qui ressemble ( dans le foutoir !)

| Et voilààààà !
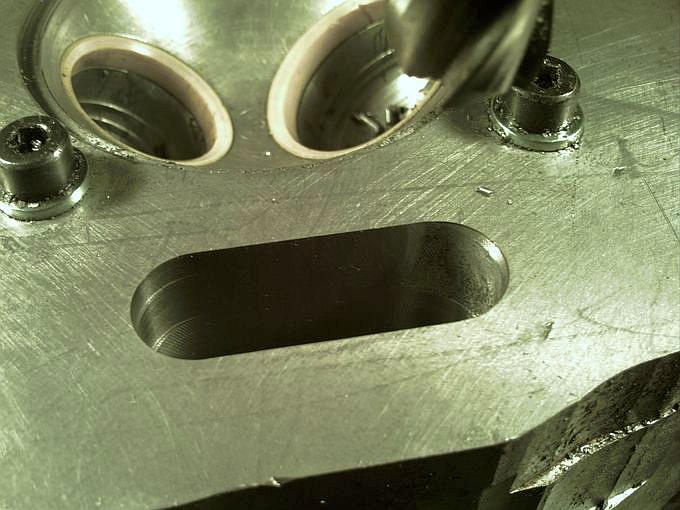
Taillage
de l'emplacement du siège de la soupape et dressage "convergeant" du
fond en automatique ( en tenant la grande molette en haut de la tête
) |
 |
Aujourd hui , alésage du logement du guide à 12,7.
Fin de l'acte 1
Acte 2 Retournement de la pièce pour attaquer le trou de la soupape d'echappement !
Perçage à 12 le trou du guide, perçage et alésage à 34 , début du conduit d'ech !
 |
Et hop !
J'ai fait des faux sièges de soupapes en plastique pour me rendre compte !
C'est surtout pour avoir une idée de la position en hauteur des queues des soupapes
Et de là pouvoir déterminer la précontreinte des ressorts
Et bien sûr en déduire la position de l'appui des ressorts
Et la hauteur des logements des guides !
Etouça étouça !
C'est l'aventure ! 
Je vais mettre des ressorts de Trident , ça me plait bien des ressorts de Trident ! |
| C'est l'autre coté , les appuis des ressorts ! |
 |
Didier29
"Tes sièges de soupapes, ils ne devraient pas être un peu plus enfoncés
? Sinon, les soupapes risquent de dépasser allègrement de quelques
milimètres dans la chambre. Je me trompe peut être mais je viens de
regarder une culasse que je viens de démonter et il y a bien ce
décrochement du siège."
Oui Didier , j'ai fait comme
ça volontairement , je pense que l'admission est meilleure avec des
sieges "hauts", c'est efficace dès le premier millimetre d'ouverture
alors qu'avec des sièges enfoncés souvent le début d'ouverture se
retrouve "barré" par la dépouille extérieure et la turbulence qui en
découle !
(en plus ça laisse de la marge pour les rectifs à venir)
et comme il reste de la distance entre elles je ne pense pas qu'elles s'accrocheront !
Suite :
Perçage et alésage du conduit d'admission !
Le montage (chaud !) ou comment recycler vos vieilles charnieres !
10° d'inclinaison dans un sens et quelques 25° dans l'autre !
Ensuite donner le coup de pointeau de départ au bon endroit pour
déboucher correctement à l'autre bout, du boulot de tunnelier quoi
!
|
 |
Le conduit d'admission ébauché !
La prochaine fois je me ferai un outil en forme de pelle pour éviter
les escaliers , j'y ai pensé trop tard , erreur de jeunesse !
| J'ai
ensuite confié le travail à Manuel qui a déjà bien avancé, ça ressemble
à un conduit mais il convient d'en enlever encore surtout sur les cotés
sans toucher les abords du guide pour préserver sa zone de serrage ! |
 |
 |
Après
un conduit d'échappement qui a bien failli tourner en eau de boudin, en
moins stressant voilà le fraisage du passage des tiges de la
culbutaillerie, ça a couiné un peu parce que la fraise a du vécu !
Au fait, va fin baloir lui trouver un nom à ce moteur quand il sera fini !... B36... ?
|
Perçage de la bougie
Coup de fraise sur 4 mm tout autour de l'appui du joint de culasse pour
respecter le meme interval entre ailette au niveau du joint !
Je réfléchis sérieusement à la culbuterie !
Pour ne pas sombrer dans la vulgarité je pensais laisser les ressorts à l'air, c'est plus rigolo !
Mais un petit cache culbu peut-être sympa aussi avec l'avantage de la propreté
Mais il va falloir penser aussi à l'encombrement parce qu'un moteur en
principe on le met ensuite dans un cadre ...avec un réservoir au
dessus... alors il faut que ça passe !
Le bureau d'études
Bon , je dois reconnaitre que j'ai un peu fait ma faignasse ces
jours mais j'ai quand meme avancé un peu la culbuterie !
Y'aura plus qu'à aléger tout ça parce que ça fait quand meme un peu massif !
Prochaine étape donc , tailler quelques ailettes !
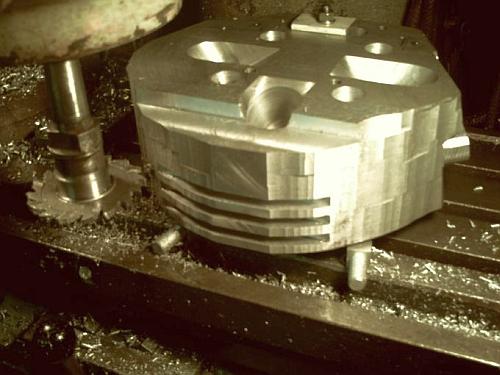
Aujourd hui premiers essais de taille d'ailettes !
Bon , avant ça il a fallut faire le porte outil pour la fraise scie !
Voilà le résultat , ça va pas mal mais faudra de la patience , ça va etre long !
Et encore quelques copeaux plus tard...!
De ce coté ça commence à avoir la gueule d'une culasse !
Il reste l'autre coté à faire ...et le dessus !
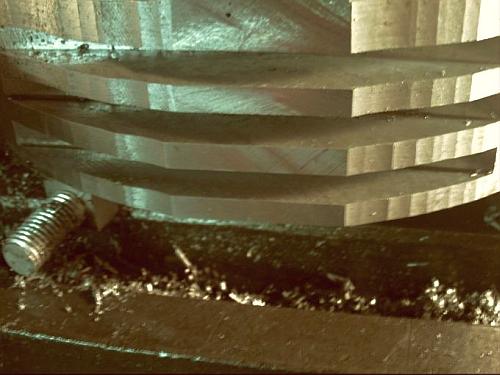
Ce soir
J'etais bien lancé sur une petite "nocture" pour profiter des heures
creuses et je venais tout juste d'assurer la taille de la première
ailette verticale ....!
Quand soudain ...Paf ! La machine décida de mettre à l'épreuve une
nouvelle fois son humble conducteur...! Aaaarghundedjou ! Cassé la
courroie !
C'est la courroie en cuir à l'ancienne raccordée avec des agraphes !
( au premier plan sur la photo )
Bon , bin j'sais ce qui m'reste à faire
Merci à tous pour vos encouragement mais aussi pour vos doutes et remises en question tout aussi constructifs !
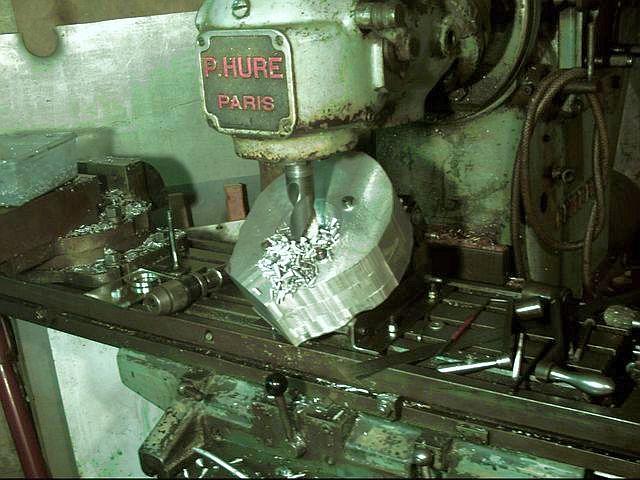
La courroie est réparée et elle a repris du service aujourd hui !
J'ai fait la moitier des ailettes verticales mais comme il fallait
démonter pour retourner la culasse sous peine de toucher la tête de la
fraiseuse , j'en profite pour une petite photo toujours parmi les
papyrus !

Avancement du jour :
Encore quelques ailettes et alègement des supports de culbuteurs mais
c'est pas fini je vais en enlever encore un peu !
|
 |
Bon
, on va p'tete passer aux choses sérieuses parce que les ailettes c'est
bien beau mais c'est pas ça qui va tenir les soupapes
! N'est il pas ?
Il serait donc temps de penser aux sièges et aux guides !
Alors aujourd hui j'ai mis ma culasse dans le four , thermostat sur
200° apres avoir mesuré mes logements de sièges avec précision !
Ensuite "attrapage" de la culasse avec les gros gants qui vont bien et remesure à 200° !
Résultat apres soustraction des valeurs relevées , les logements se sont dilatés de :
0,07mm !
Il aurait été interessant de faire la meme chose avec mes ébauches de
sieges pour voir de combien elles allaient gonfler mais comme un con
j'ai pas pensé à les mettre avec ...alors je vais recommencer !
Voilà , j'ai refait la meme chose avec les sièges !
Résultat : +0,03 et 0;04
Les cotes que tu donnes c'est l'écart à chaud entre le logement du siège et le siège lui même?
Je suppose que cet écart est de zéro a froid?
elmo... qui apprend
C'est peut etre pas très clair alors je résume
Admission
Logement dans culasse froide 46,93mm , culasse chaude 47mm , difference 0,07mm
Echappement ...........................................................meme difference 0,07mm
Siege de soupape admission (ébauche pas encore usinée définitivement)
froid 47,73mm à chaud 47,76mm diff 0,03mm
Siege ech :
froid 41,52mm à chaud 41,56mm diff 0,04mm
à 200° le logement dans la culasse se dilate donc de 0,07mm alors que
le siege qui est sensé rester dedans ne se dilate que de 0,03mm ( 0,04
)
c'est normal puisque la culasse est en alu et le siege en acier et que c'est bien connu l'alu se dilate plus que l'acier !
Alors il faudra que les sieges soient usinés plus gros que les
logements puis emmenchés avec du "serrage"pour ne pas les perdre !
C'est là , la question Elmo , combien de "serrage"
On dit dans les chaumieres qu'il faut environ 0,10mm !
Tricati
sans plonger les sièges dans l'azote liquide avant montage et culasse à 200° C, point de salut !
J'en discutait avec le gars où j'ai laissé mon vilo pour l'équilibrage,
il était en train de refaire des culasses de V8 Ferrari qui avaient été
"massacrées " par un "confrère". Résultat sièges qui se baladaient,
soupapes pliées...il a dû refaire tous les logements et sièges sur
mesure...Ensuite il a une super machine 3 axes qui fait le profil
d'angle que tu veux et qui s'auto-centre, c'est beau la modernité !!
Ramon
Dans son livre Phil Irvingdonne pour tes dimensions
de siege ,pour l'admission entre 0,09 et 0,13 et l'echapement 0,08 et
0,12 mais avec culasse alu RR 53 b ?et siege fonte austenitic pour
l'admission et alu bronze forgé pour l'echapement
J'ai pas d'azote liquide Yves mais comme tout le monde ou presque j'ai un congélateur et faudra faire avec !
Merci Ramon pour ces valeurs qui apportent de l'eau au moulin ! Je vais
essayer de mettre un GROS dizieme , 0,12... 0,13 et surtout fabriquer
un montage pour soigner le guidage de maniere à éviter de partir de
travers , c'est ce qui craint le plus parce que la piece sera chaude et
l'emmanchement doit etre le plus rapide possible !
Faut pas que ça pinaille !
Bien sûr Wallys tout ceci présente des risques et ces risques je les
connais depuis le début mais j'ai voulu essayer et meme si ça ne marche
pas je ne serais pas décu (enfin pas trop) j'aurais quand meme appris
beaucoup de choses en usinage !
200° me parait etre une temperature maxi pour ce genre de culasse meme
si l'ailettage n'est pas au top de ce qu'il pourrait etre alors puisque
le logement prend 0,07mm et le siege 0,03 si je monte avec par exemple
0,1mm de serrage à froid il restera encore 0,06mm à 200° il n'y a
aucune raison que ça ne tienne pas !
Et si j'arrive à mettre 0,12 il restera 0,08mm !
Elmo 0,1 de serrage s'entend à froid au moment de l'usinage du siege !
Le siege , si il tombe ce sera quand le moteur sera chaud puisqu'il se dilate moins que la culasse !
J'ai allumé le poële à l'atelier !
Il faisait -4° maintenant il fait +2 c'est le grand luxe !
Et puis je me suis penché sur les guides
Je pars avec des guides existants qui font 14 de diam ext que je monte
entre pointes , ensuite je suis obligé de rêgler la contrepointe pour
tourner cylindrique !
passes successives , mesure , correction etc !
(Ou comment tutoyer le centième avec une machine de 1948 ! )
Premier essai : louppé , bouffé la cote !
Deuxieme essai : réussi !
J'ai mis 0,07 de serrage ce qui nous fait un guide de 12,77 pour un trou de 12,7 !
Y'apluka faire l'autre , heureusement que c'est un mono !
|
 |
Coucou !
Bon , ça a avancé un peu !
J'ai monté les guides :
Culasse au four , guides au congello. c'est rentré mais il a fallut
quand meme faire appel à l'efficace et persuasive thérapeutique du choc
!
Maintenant la grande aventure des sieges !
Sur cette superbe illustration nous pouvons apercevoir :
A gauche , un siège d'admission taillé dans une ébauche fournie par mon
rectifiou du coin , c'est dur à usiner , pastille carbure obligatoire ,
ça se comporte comme de la fonte ,(paillettes et mains noires si on
touche) Serrage 0,13mm
A droite , un siège d'echappement taillé dans ....? vous devinerez pas
! Alors je vais vous le dire ... dans la bague interieure
d'un roulement à bille ! C'est dur comme du "chien crevé"!
L'acier des roulement à billes c'est du 100C6 donc 1% de carbone et 6%
de chrome , c'est con y'a pas de nickel , ça aurait ete bien un peu de
nickel !
Une horreur à usiner , je vous explique pas le tronçonage final avec
montage "special claudet" de la pastille , à l'envers pour travailler
près du mandrin sur un porte outil de derriere les fagots le tout
affuté apres montage d'une meule verte ( de derriere le meme fagot)sur
le touret !
Enfin c'est fait ! Serrage 0,13mm
Y'a plus qu'à les mettre dedans !
Si y'en a qui se souviennent de leurs prières , c'est maintenant !
|
 |
Je téléphone de suite à l'inspection du travail, halte à l'exploitation du Claudet de base !!!!
Nabs, salle des délations.
A suivre ....
www.motos-anglaises.com est une coopérative Internet dédiée à la
moto classique d'outre manche, un espace de liberté où tous apportent
leur grain de sel.
Nous aimons les motos
anglaises de tradition, les pannes au bord de la route, les tâches
d’huile dans notre garage … Nous souhaitons partager nos
connaissances dans la convivialité (presque toujours), la tolérance
(obligatoire) et la bonne humeur. N'hésitez pas à participer à notre
forum.
webmestre@motos-anglaises.com